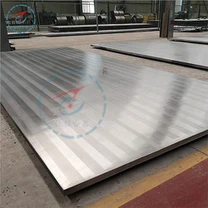
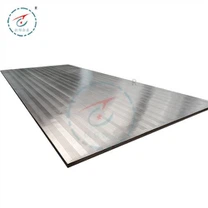
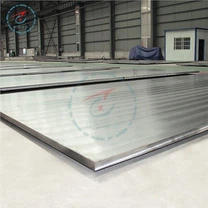
The rolling composite method is currently the most commonly used process for the production of stainless steel clad plates at home and abroad. The composite process is: under the action of the strong pressure of the rolling mill, a large plastic deformation occurs at the composite interface, which causes the metal oxide layer at the interface to rupture and expose fresh water. In the activated metal layer, a preliminary atomic bond is formed between the two metals, and the bonding surface continues to expand during the subsequent heat treatment process to form a firm metallurgical bond.
The rolling composite method is mainly divided into two categories: hot rolling and cold rolling composite.
Hot rolling compound method. The hot rolling composite method is a process method in which the prepared composite billet is heated to a certain temperature or above, and rolled by a hot continuous rolling unit or a furnace coil rolling mill to form a flat metallurgical bond. Process conditions such as good surface treatment before rolling, reasonable heating system (heating temperature, holding time), and first-pass reduction are important factors that affect the bonding strength of hot-rolled clad sheets. The product specification range produced by the hot-rolled composite method is wide, the width can reach 2800mm, the composite material specification is (1~4) mm, and the thickness of the base material is generally more than 3 times that of stainless steel. According to the different billet-making processes, the hot rolling composite method can be divided into direct hot rolling, explosive welding composite billet hot rolling, brazing composite billet hot rolling, and vacuum composite billet hot rolling.

① Direct hot-rolling and cladding: It is a method of directly hot-rolling the clad material and the base material after forming the billet to realize the metallurgical combination of the two metals. This method can usually utilize existing rolling mill equipment, is simple and easy to implement, can produce wide-width plates, can freely combine thicknesses, and can realize large-scale, high-speed, and continuous production. The main disadvantage of this process is: when the composite billet is directly rolled, there is a certain amount of air at the interface, which is easy to form oxides with the metal elements at the interface, which affects the bonding quality of the interface.
②Explosive welding hot-rolled cladding: The composite billet made by explosive welding is hot-rolled and clad on the rolling mill, which can reduce some defects caused by direct explosive cladding. It brings together the advantages of two single preparation methods, which can not only improve the mechanical properties of composite plates but also significantly improve the interfacial bonding strength. Compared with explosive welding cladding, a clad plate with a higher surface quality and a thinner clad plate can be prepared, and at the same time, it is not subject to the requirements of the composition and size of the direct hot rolling method. Of course, this method still retains a series of problems such as the low output of the explosive compound method, poor working environment, long production cycle, and low dimensional accuracy;
③Brazing hot-rolled composite: Add the brazing filler metal between the base material and the composite material. At a suitable brazing temperature, the brazing filler metal reaches a molten state, and a certain pressure is applied on the surface of the composite billet to make the brazing filler metal moist on the surface of the stainless steel and carbon steel. Wet, spread, complete the brazing process, and realize the initial recombination of the two metals. The subsequent hot rolling process makes the metal atoms in the brazing material layer form metal bonds with Fe, Cr, Ni, and other atoms after absorbing the deformation energy, and finally, achieve firmness. metallurgical bonding. The selection of brazing filler metal, brazing temperature, brazing time, applied pressure, hot rolling heating temperature, reduction ratio, and other process parameters are the key factors to determine the bonding strength of the composite interface in the whole composite process. Compared with the explosion welding method, the biggest advantage of the brazing rolling method is that it can realize large-scale and batch production, the production cycle is relatively short, and the product specification changes are relatively flexible. The disadvantage is that due to the limitation of production equipment when the thickness of the clad plate exceeds 30mm and the clad layer exceeds 3mm, the interfacial shear strength of the product cannot be guaranteed by the brazing hot rolling method; and the composite material produced by this method is affected by the brazing filler metal. The mechanical properties are slightly poor, and it is not resistant to high temperatures.
④Vacuum hot-rolled composite: The air existing in the composite part of the base material and the composite material is removed by vacuum packaging technology so that it can be heated and rolled in a vacuum state, so as to avoid the influence of oxides on the composite interface, so as to achieve high performance of dissimilar metals. Quality compound. This is the most widely used, most researched, and most concerned compound method.
The above is a detailed introduction to the hot rolling cladding method in rolling cladding method. As a professional metal clad plate factory, Baoji Taicheng Clad Metal Materials Co., Ltd can not only answer any questions about the product but also provide you with customized stainless steel clad plates, qualified manufacturers produce qualified products, welcome to consult!